Da meine Anlage viele Industriegebäude benötigt und diese wiederum mit zahlreichen Laufstegen, Leitern und Treppen ausgestattet sind, habe ich schon zu Baubeginn
die entsprechenden Bauteile gesammelt. Kibri hatte unter der Überschrift Bastlers Fundgrube entsprechende Spritzlinge als Einzelware im Angebot,
da hatte ich mich entsprechend eingedeckt. Schließlich kamen dann die Industrietreppen als Lasercut-Bausätze von Joswood: Diese waren etwas filigraner als die Spritzguß-Treppen
und hatten wunderschön durchbrochene Stufen, damit war ich dann eigentlich zufrieden - wenn sie nur einfacher zusammenzukleben gewesen wären.
Konstruktion und 3D-Druck
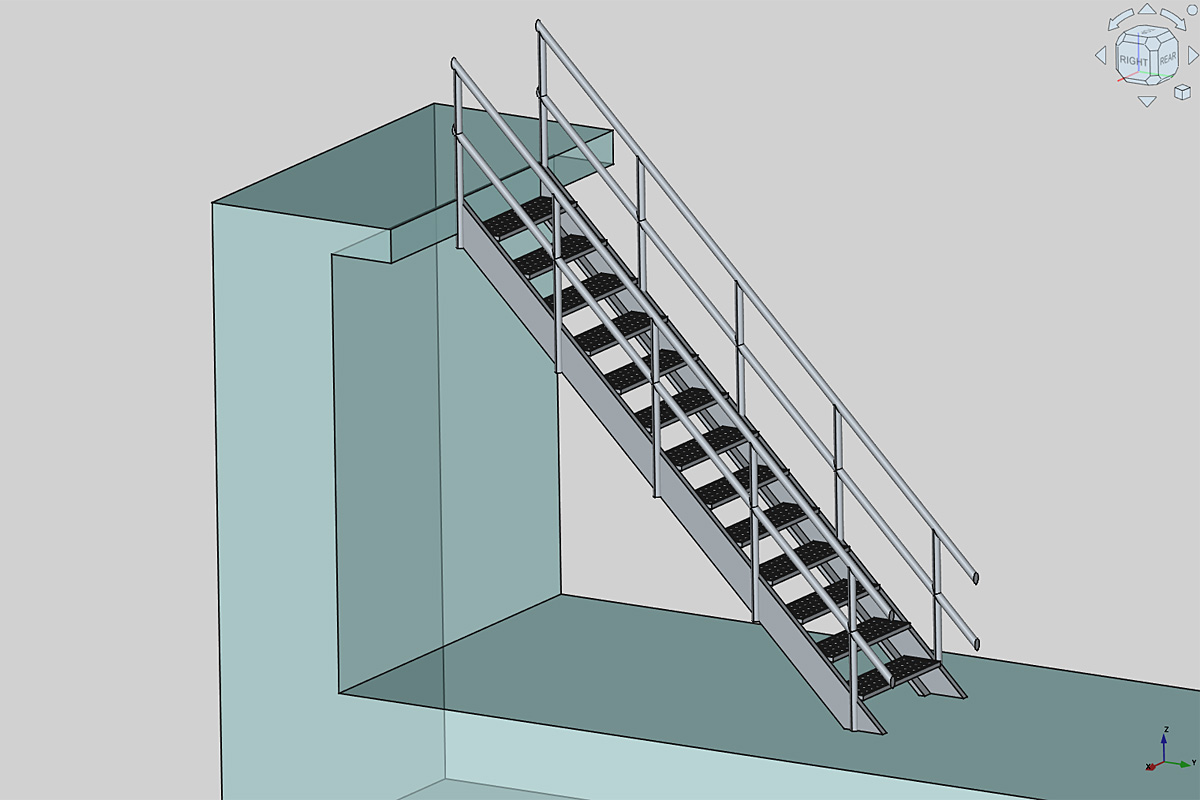
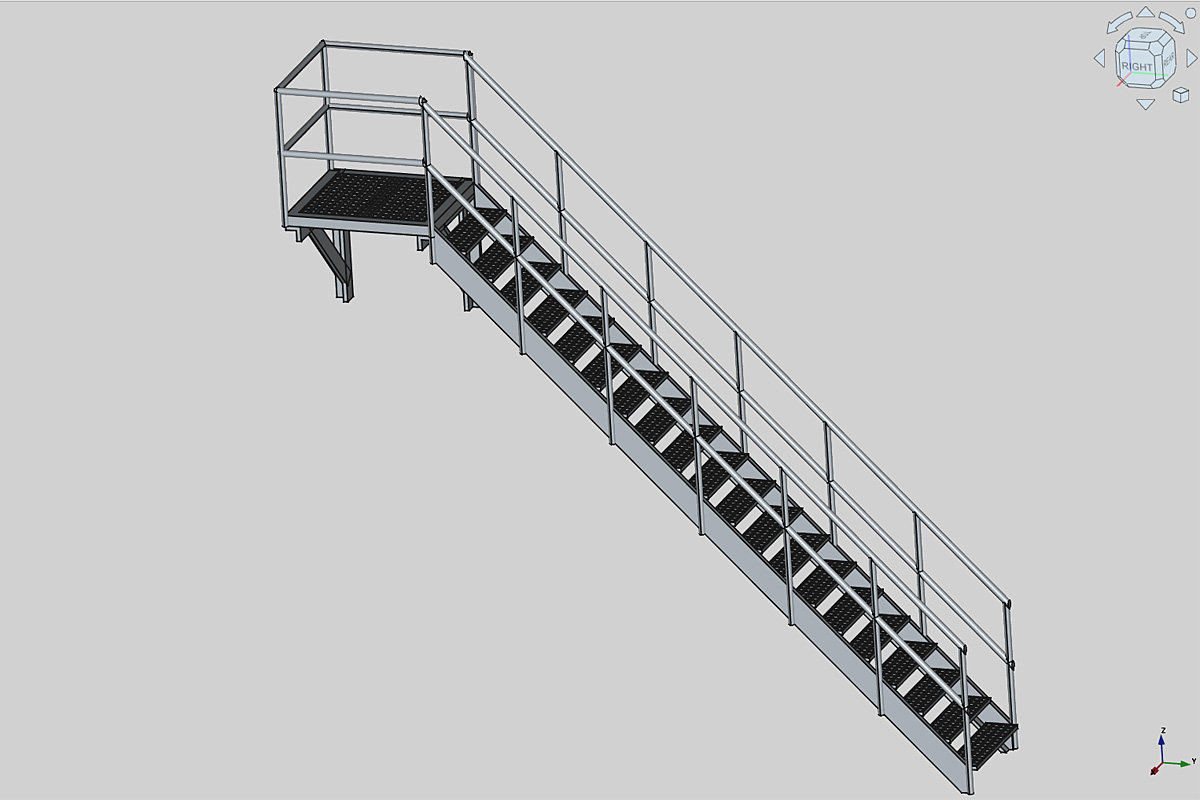
Nachdem ich zunächst Rohre, Flansche und Schrottmulden konstruiert hatte und mir mein erster Laufsteg mit Gitterrost-Nachbildung sehr gut gefallen hatte, begann ich
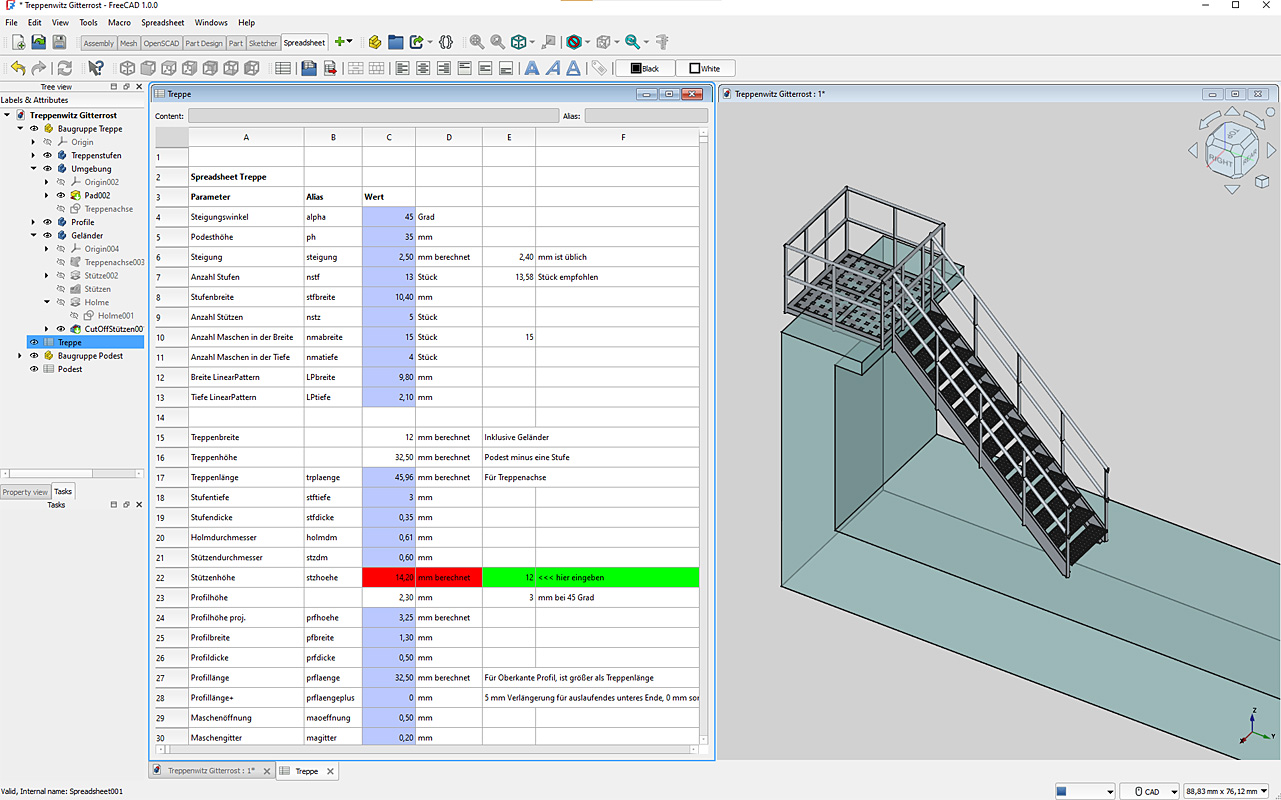
meine Versuche mit dem 3D-Treppenbau. Da hier viele Abmessungen in gegenseitiger Abhängigkeit stehen, verwendete ich hier die Tabellen-Funktion von FreeCad. Damit
kann man eine Menge Werte zentral erfassen und Berechnungen anhand kleiner Formeln vom System vornehmen lassen.
Jeder Wert bekommt einen Alias bzw. Namen, beispielsweise Hoehe oder Breite und kann unter dieser Bezeichnung in der Konstruktion direkt eingebaut werden. Wenn man dann
den Wert in der Tabelle ändert, dann ändert sich in der Konstruktion ein Abstand oder ein Kreisdurchmesser oder was auch immer auf diese Weise parametrisiert wurde. Bei meiner Treppenkonstruktion
lassen sich auf diese Weise Höhe, Breite und Steigung der Treppe, die Anzahl der Stufen und der Geländerstützen und weitere Eigenschaften verändern. Damit können schnell Treppen in gewünschten
Abmessungen erstellt und für den Druck vorbereitet werden.
Tatsächlich ist die Sache deutlich schwieriger gewesen, als ich zu Anfang gedacht hatte. Mehr als einmal verwandelte sich eine Treppe nach Änderung der Parameter in CAD-Schrott. Es
hat schon viel Geduld und Ausdauer gebraucht, bis ich verstanden hatte, die Konstruktion in FreeCad optimal anzulegen. In irgendeiner dunklen Stunde habe ich das Projekt
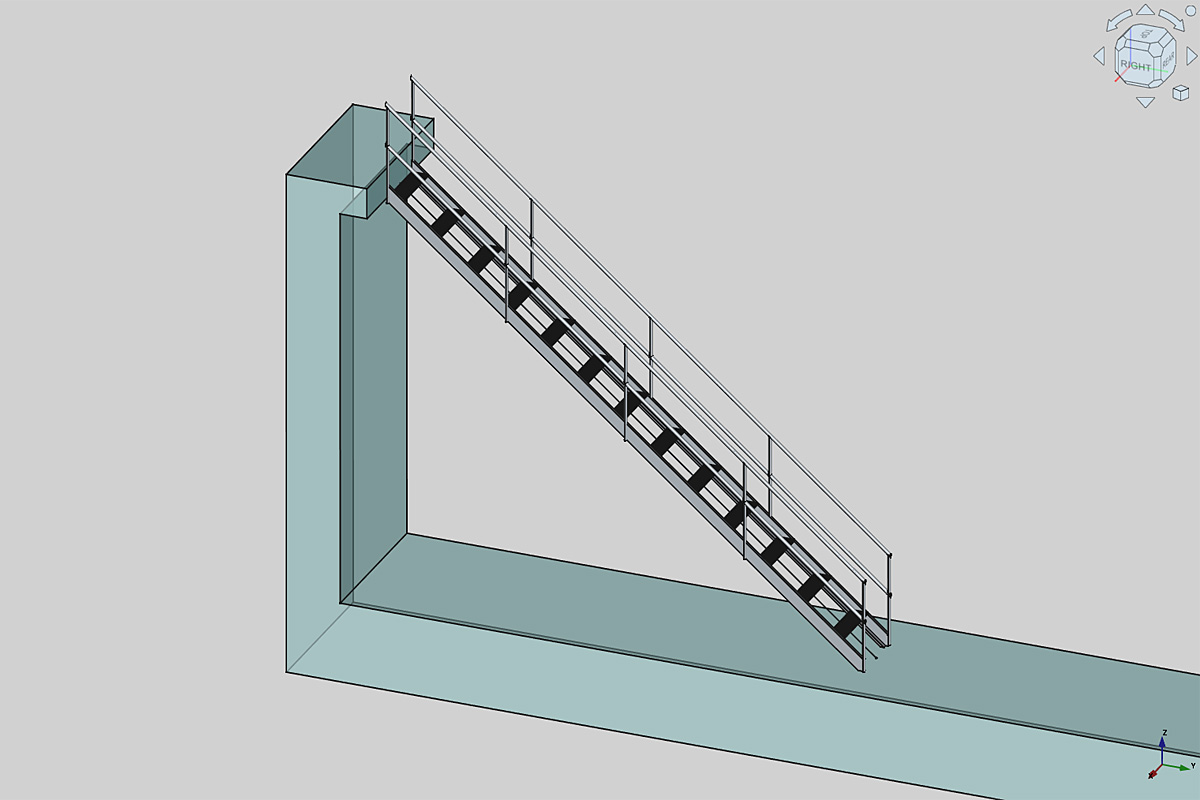
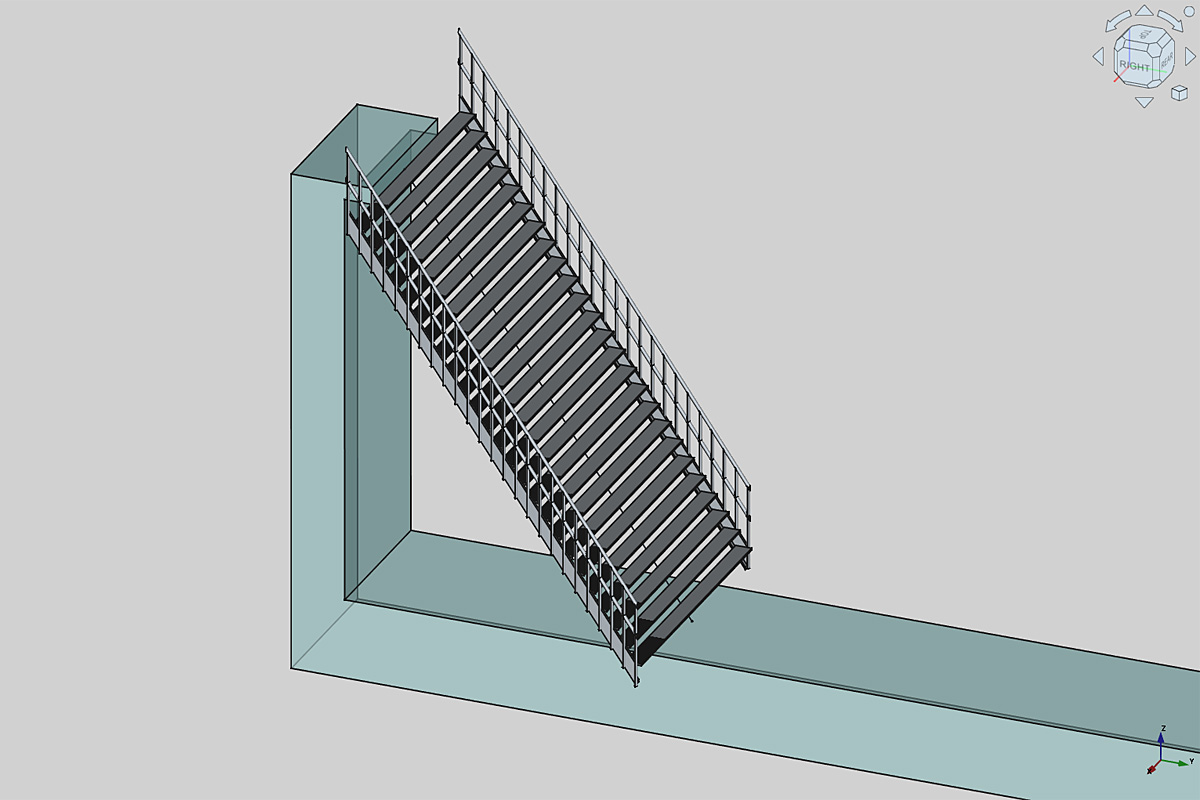
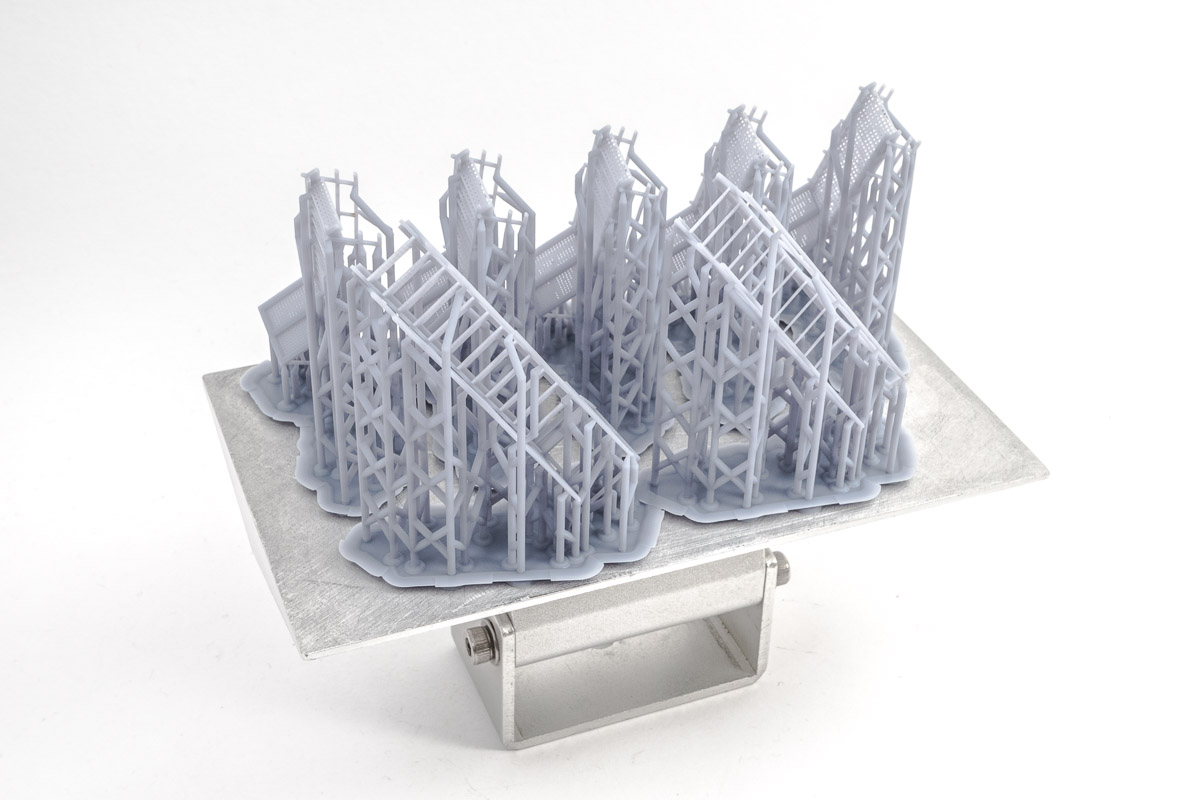
daher auf den Namen Treppenwitz getauft. Aber am Schluß hat alles gut geklappt und ich habe noch ein Treppenpodest bzw. einen Treppenabsatz ergänzt, der auch in der Größe
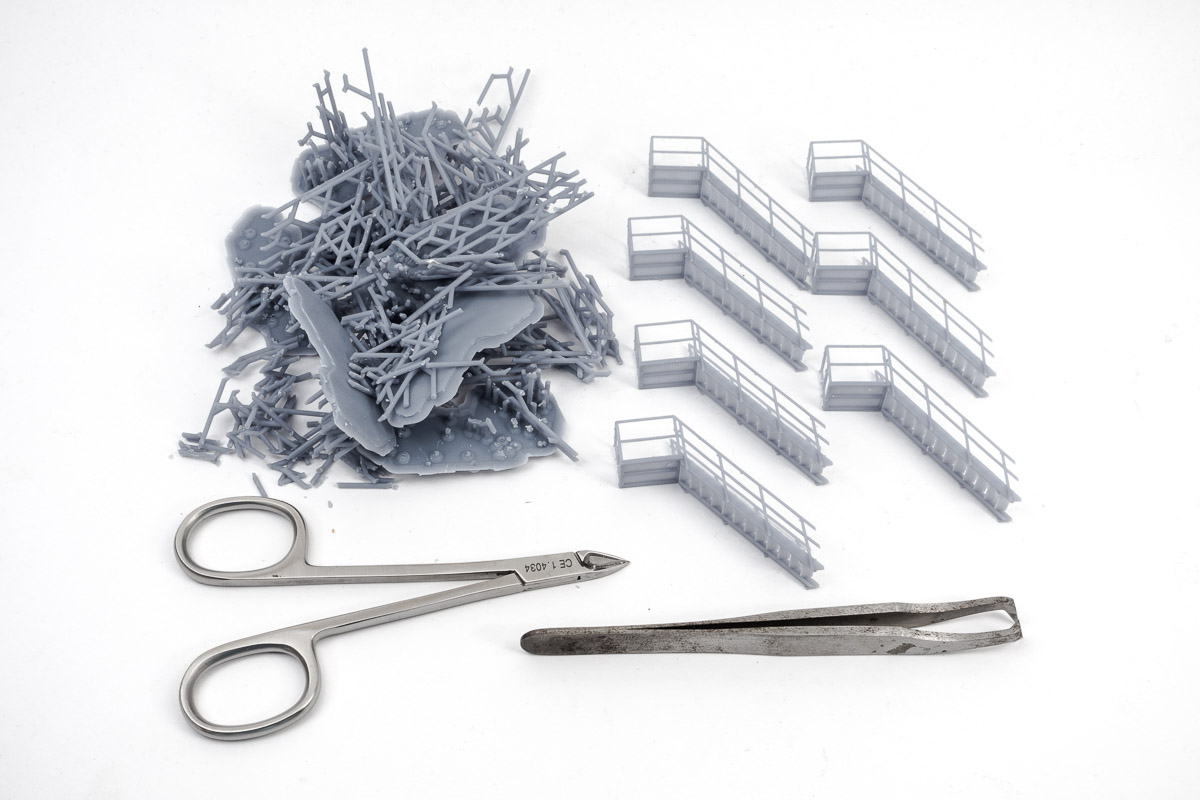
angepasst werden kann. Die Geländer bleiben hierbei ringsum stehen und sorgen so für zusätzliche Stabilität beim Druck. Erst kurz vor der Lackierung entferne ich überflüssige
Geländerteile mit einer scharfen Zange.
Die Treppenteile sind sehr filigran und zerbrechlich. Ich hatte daher versucht, mit besonders robustem UV-Resin vom Typ "ABS-like" zu drucken. Leider waren diese
Versuche nicht erfolgreich. Ich vermute, daß dieses Material etwas weicher und weniger spröde sein soll. Bei den dünnen Strukturen waren die Drucklinge gummiartig und
damit für meinen Zweck nicht brauchbar. Also verwende ich weiterhin das ganz normale 08/15-Resin von Anycubic.
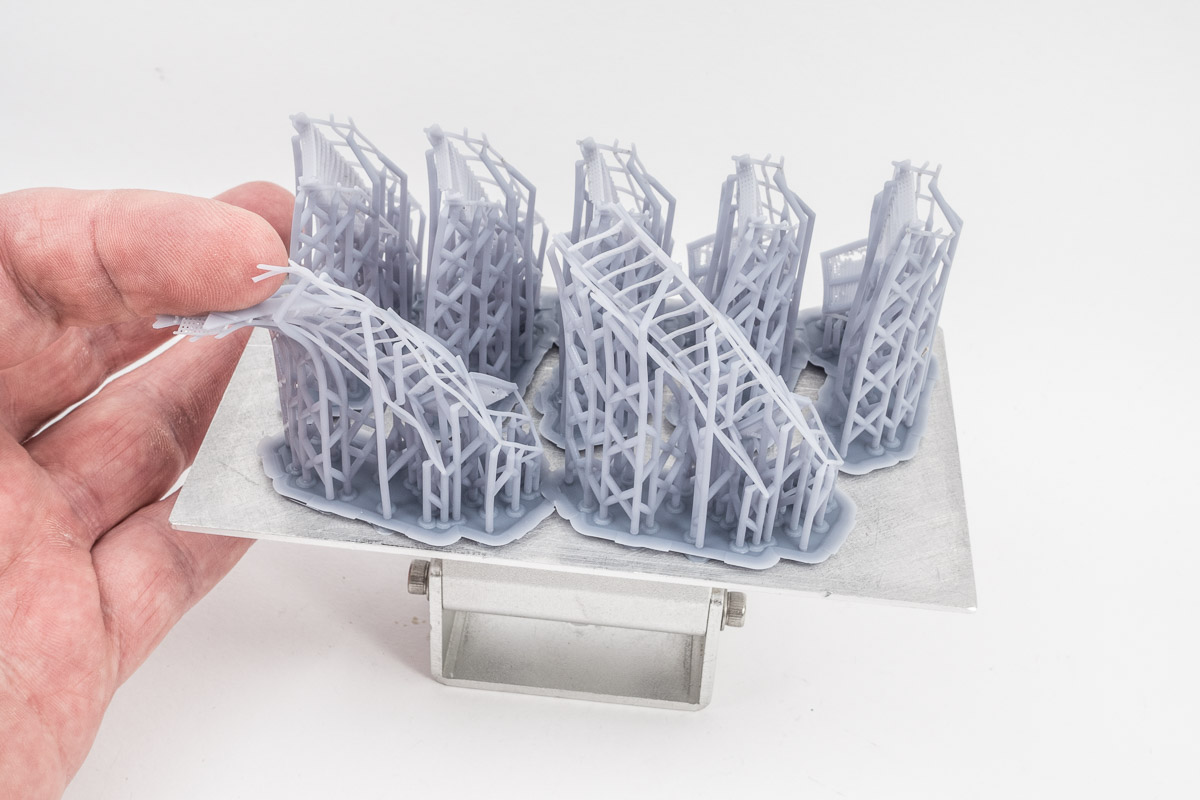
Die größte Herausforderung stellt für mich die richtige Positionierung der Drucklinge und die Anordnung der Supportstrukturen dar. Falls man zu wenig Supports verwendet,
erhält man schiefe und verzogene Druckergebnisse. Viele Supports hingegen machen die Arbeit für das Entgittern und Versäubern sehr mühsam: Jeden Support muss ich vorsichtig
mit einer kleinen scharfen Zange durchschneiden und darauf achten, die filigrane Treppe nicht zu beschädigen. Nach dem abschließenden Aushärten sind dann noch zahlreiche kleine
Ansatzstellen mit Nadelfeilen zu versäubern, eine echte Geduldsarbeit.
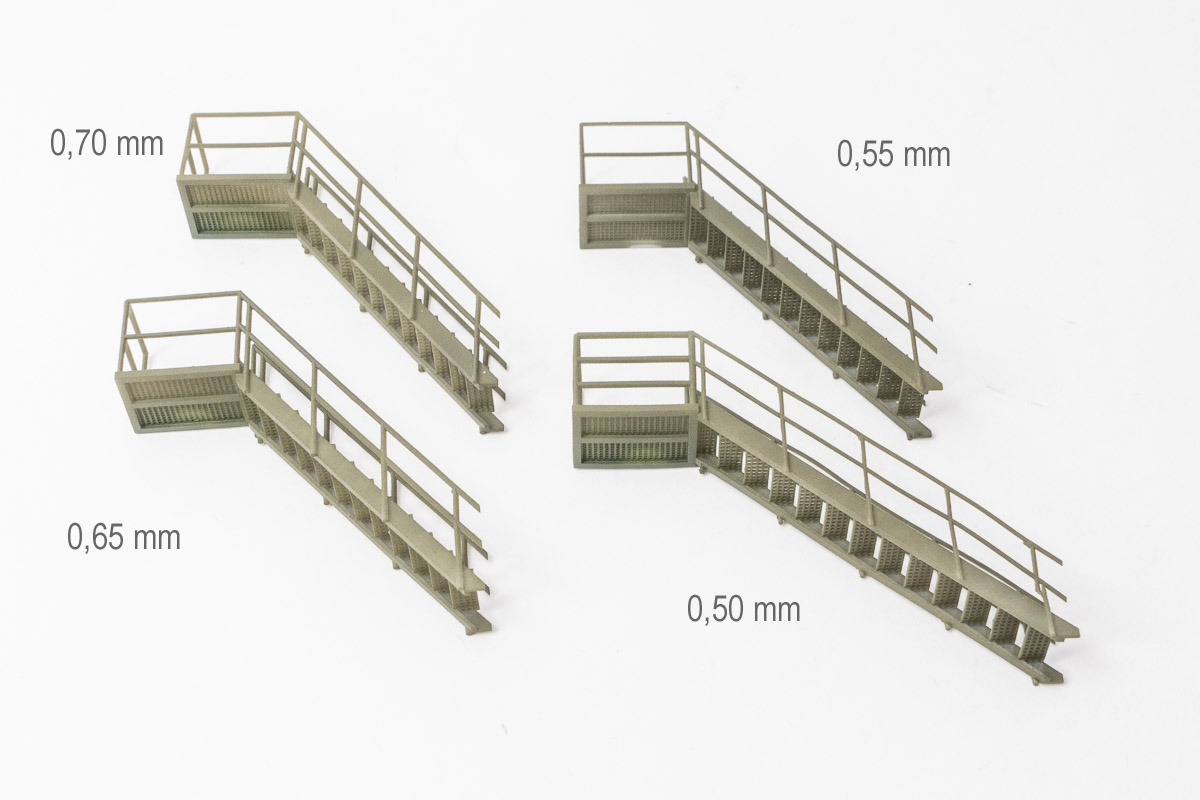
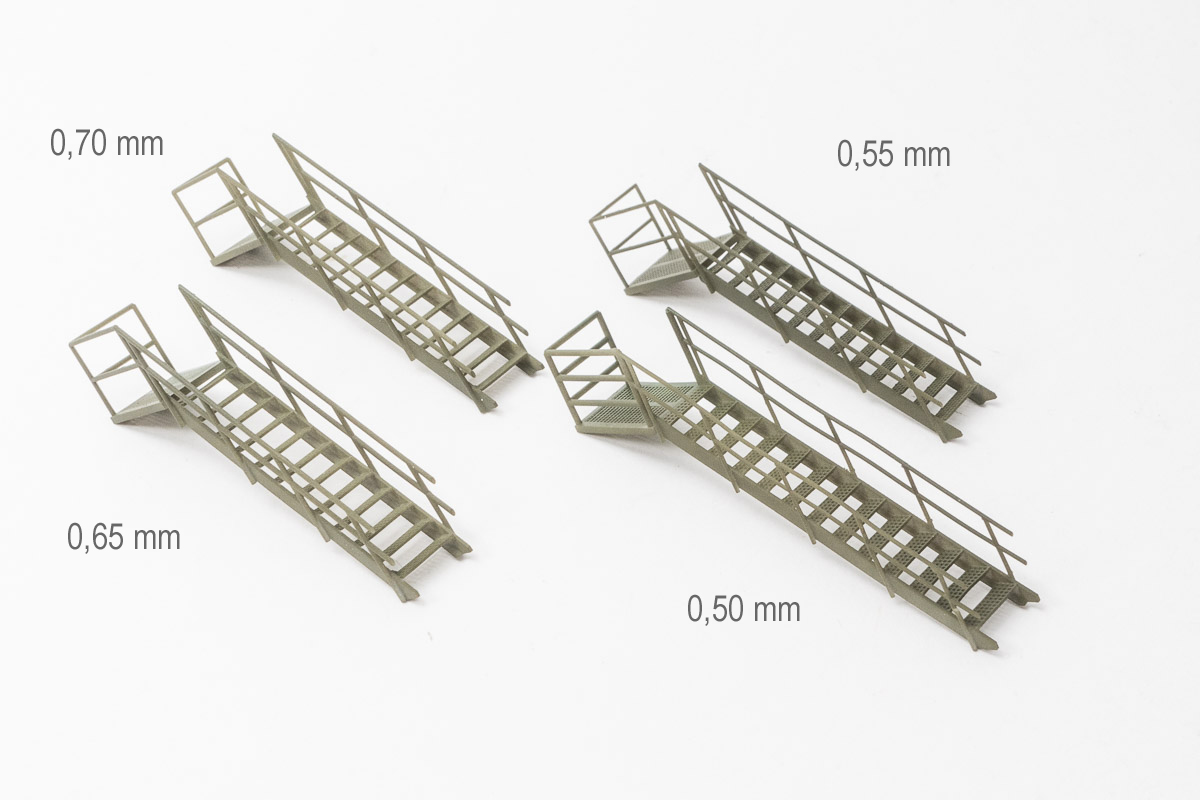
Die Filigranität der fertigen Treppe hängt wesentlich von der Geländerdicke ab. Bei Spritzgußmodellen ist man hier bei rund 1 mm. Die Joswood-Geländer sind seitlich bei ca. 0,6 mm, in der
Draufsicht durch die Materialstärke jedoch ebenfalls bei 1 mm. Meine ersten Geländer für Laufstege hatte ich mit 0,8 mm Durchmesser konstruiert, das war im Ergebnis vergleichsweise filigran,
aber noch stabil und gut zu hantieren. Eine Testreihe hinunter bis 0,5 mm konnte ich problemlos drucken, aber die dünnste Variante war beim Entgittern und Versäubern sehr bruchgefährdet.
Ein Durchmesser von 0,65 mm hat sich für mich als guten Kompromiß herausgestellt. Das passt gut für Industrietreppen, die auch beim Vorbild gerne kräftig gebaut werden.
Anwendung auf der Anlage
Nach der ganzen Theorie habe ich zunächst die Treppe für den Bürocontainer angefertigt, natürlich zunächst zu kurz. Im zweiten Anlauf hat es dann mit der richtigen
Höhe geklappt.
Für die Betonmauer am Anlagenvordergrund hatte ich schon länger eine rostige
Verbindungstreppe eingeplant und eine Lasercut-Treppe provisorisch dort aufgestellt. Diese Treppe habe ich dann ausnahmsweise mit 0,55 mm Geländerstärke gedruckt, da
diese Filigranität an dieser Stelle gut zur Geltung kommt.
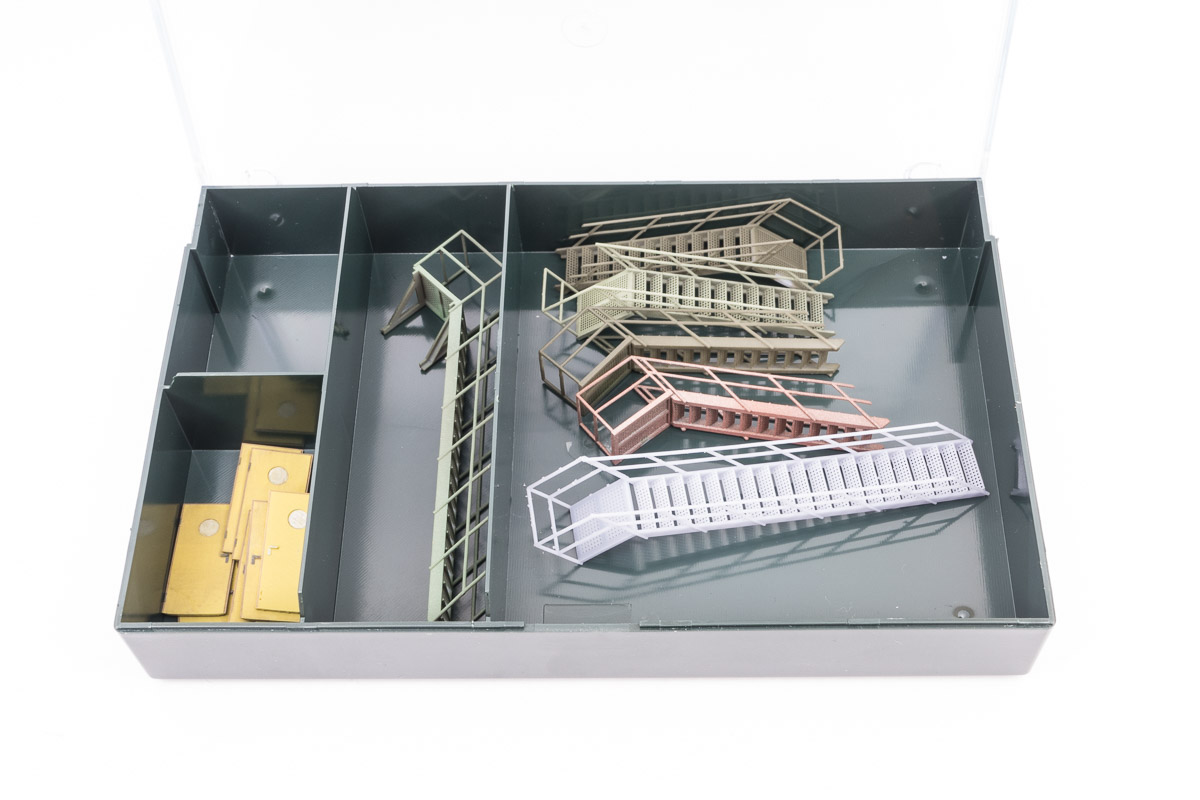
Treppenprojekt Nr. 3 war die seitliche Aufstiegsleiter an der Konverterhalle, diese wieder in 0,65 mm
Ausführung. Diese Treppe ist nebst Zwischenabsatz in einem Stück gedruckt worden, das ergab ziemlich viele Supportstrukturen und entsprechend viele Nacharbeiten. Außerdem
sind noch ein paar gut gelungene Testdrucke übrig geblieben, die vielleicht später noch nützlich sind. Alle Treppen haben Stufen und Plattformen aus Gitterrost erhalten.
FDM-Variante
Die gedruckten Treppen aus Resin sind sehr filigran, aber die Entgitterung und die Nacharbeiten haben sich leider als sehr zeitaufwendig erwiesen. Beim FDM-Drucker hat
mich die sofortige Verwendbarkeit der Drucklinge ohne große Aktionen begeistert, also habe ich ausprobiert, ob sich diese Vorteile auch bei den Treppen nutzen lassen.
Für die Drucktests habe ich die vorhandenen FreeCad-Konstruktionen verwendet, dazu aber die eigentliche Treppe und die beiden Geländer als separate STL-Dateien exportiert.
Die Geländer werden flach auf der Basisplatte gedruckt. Die Treppe liegt ebenfalls flach auf, der FDM-Drucker kann die Stufen schräg ansteigend ohne Supports Bewätigen. Auf die
Gitterstruktur der Treppenstufen musste ich jedoch verzichten.
Das Ergebnis ist sehr erfreulich: Der FDM-Druck zeigte noch geringe Unsauberkeiten, da die untenliegende Stufenkante 1/10mm in der Luft hing und der Drucker dort das Filament
freischwebend gespannt hat. Da werde ich die Konstruktion noch für den FDM-Druck optimieren. Bei den Geländern habe ich die Konstruktion bereits auf Winkelprofile geändert, die
sich einfacher als die ursprünglichen Rohrprofile drucken lassen. Für den Zusammenbau musste ich nur die Geländer ankleben und schon war der Treppenaufgang fertig.
Die FDM-Variante kann sich neben dem Resin-Druck durchaus blicken lassen. Bei gleichen Dimensionen wirkt das Rohrgeländer etwas filigraner als das Geländer aus Winkelprofilen.
Der Zeitgewinn und die Arbeitsersparnis ist beim FDM-Druck enorm, daher werde ich für die weitere Ausstattung auf diese Variante setzen und den Resin-Druck nur dann verwenden,
wenn die durchbrochenen Treppenstufen gut zur Geltung kommen.