|
Beim Betrieb des Hochofens entstehen große Mengen Gichtgas, man kann mit 2.500 m3 Gichtgas pro Tonne Roheisen rechnen. Gichtgas ist brennbar und wird in der Hütte
als preiswerte Energiequelle verwendet, es enthält aber sehr viele Staubanteile. Auf die besagte Tonne Roheisen kommen rund 50 kg Gichtstaub. Die Grobreinigung erfolgt trocken, dazu
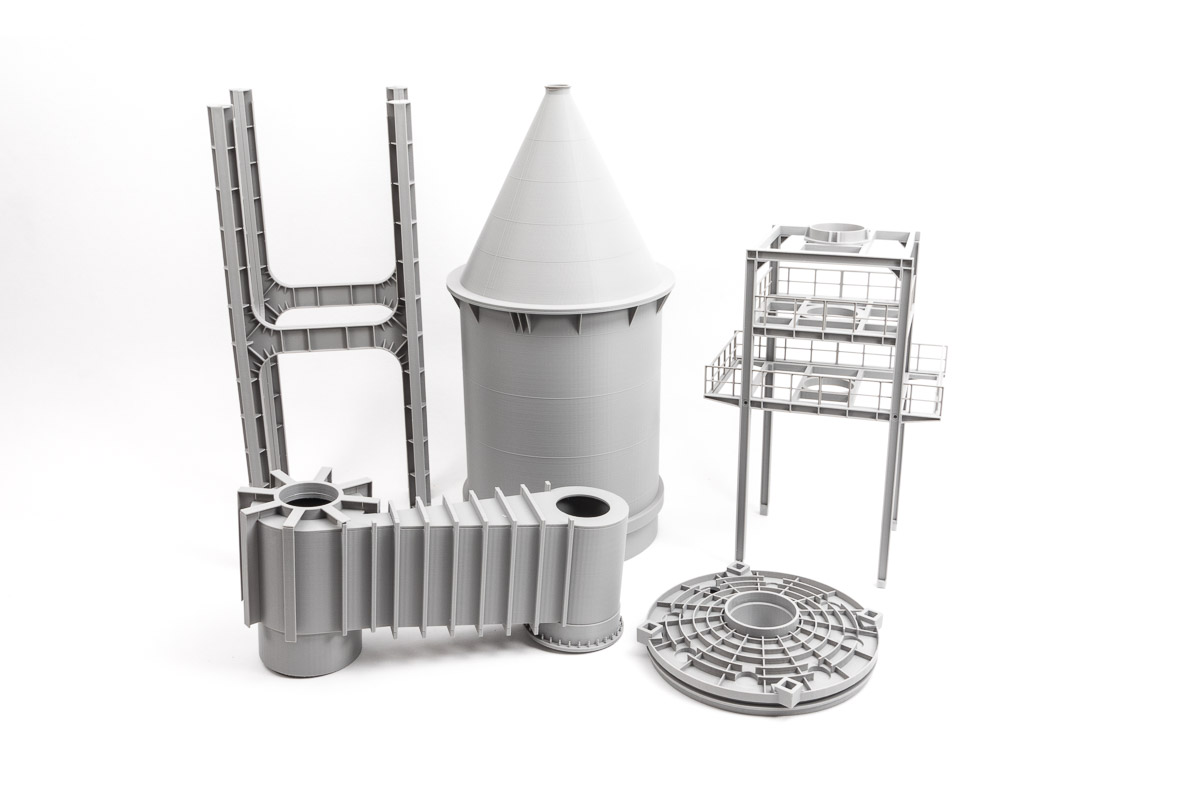
wird das Gichtgas zunächst durch einen zylinderförmigen, unten spitz zulaufenden Staubsack geleitet. Im Anschluss geht das Gas durch einen Wirbler mit seinem typischen konischen
Aussehen. Das entstehende Rohgas kann bereits für Winderhitzer genutzt werden.
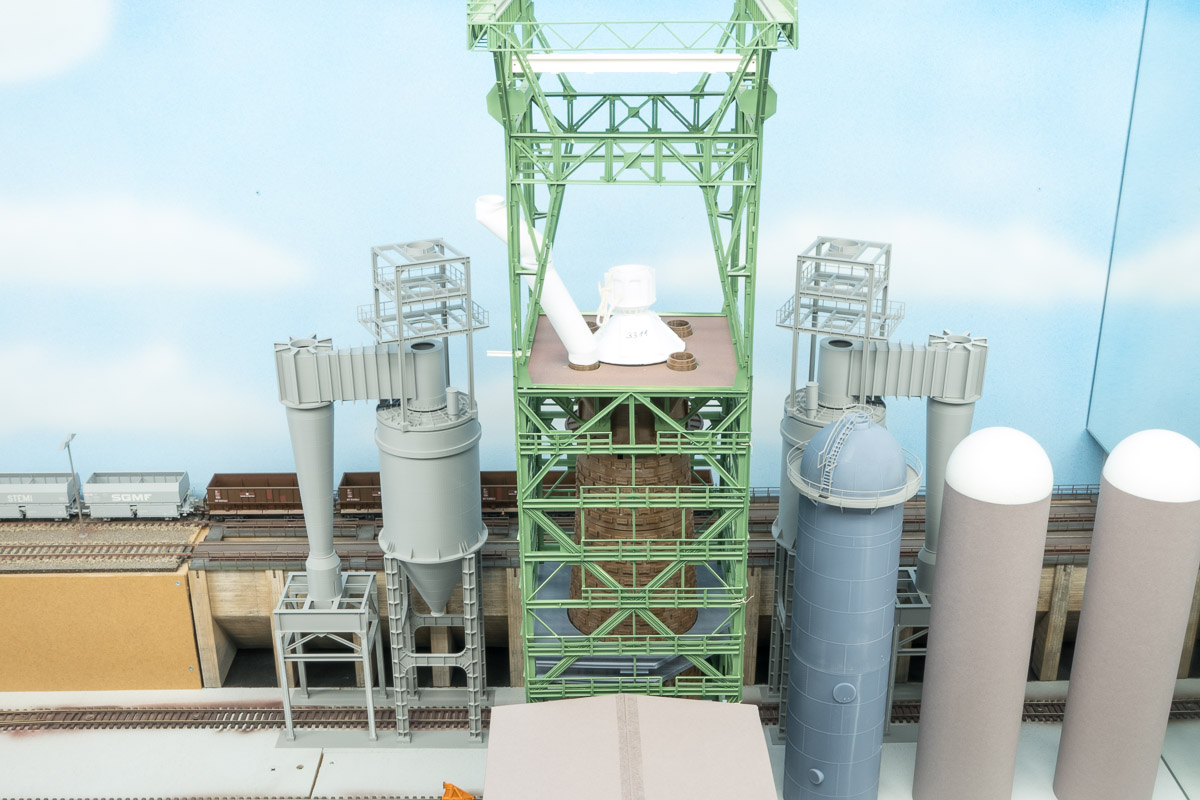
In Hattingen gibt es zwei Entstaubungen, mit je einem Staubsack und einem Wirbler, die eng benachbart auf einem Gerüst montiert sind. Die beiden Entstaubungen stehen symmetrisch an der
linken und rechten Seite des Hochofens. Große Gasabzugsrohre führen von der Spitze des Hochofens auf beiden Seiten oben in die Staubsäcke. Über eine spezielle Verbindungsbrücke gelangt das
Gichtgas von dort in den Wirbler. Das gereinigte Rohgas verlässt den Wirbler nach oben und wird durch einen 180 Grad Rohrbogen in die Verteilerleitung geführt. An dieser Leitung
sind dann die Winderhitzer angeschlossen.
Staubsack und Wirbler müssen immer wieder geleert werden. Dazu haben beide an ihrem unteren Ende einen Staubabzug oder -Austragung, teilweise auch mit Förderschnecken ausgerüstet.
Damit kann der Gichtstaub in offene Wagen für den internen Reststofftransport verladen werden. Der Gichtstaub wird dann gesintert und wieder als Rohmaterial in den Hochofen gekippt.
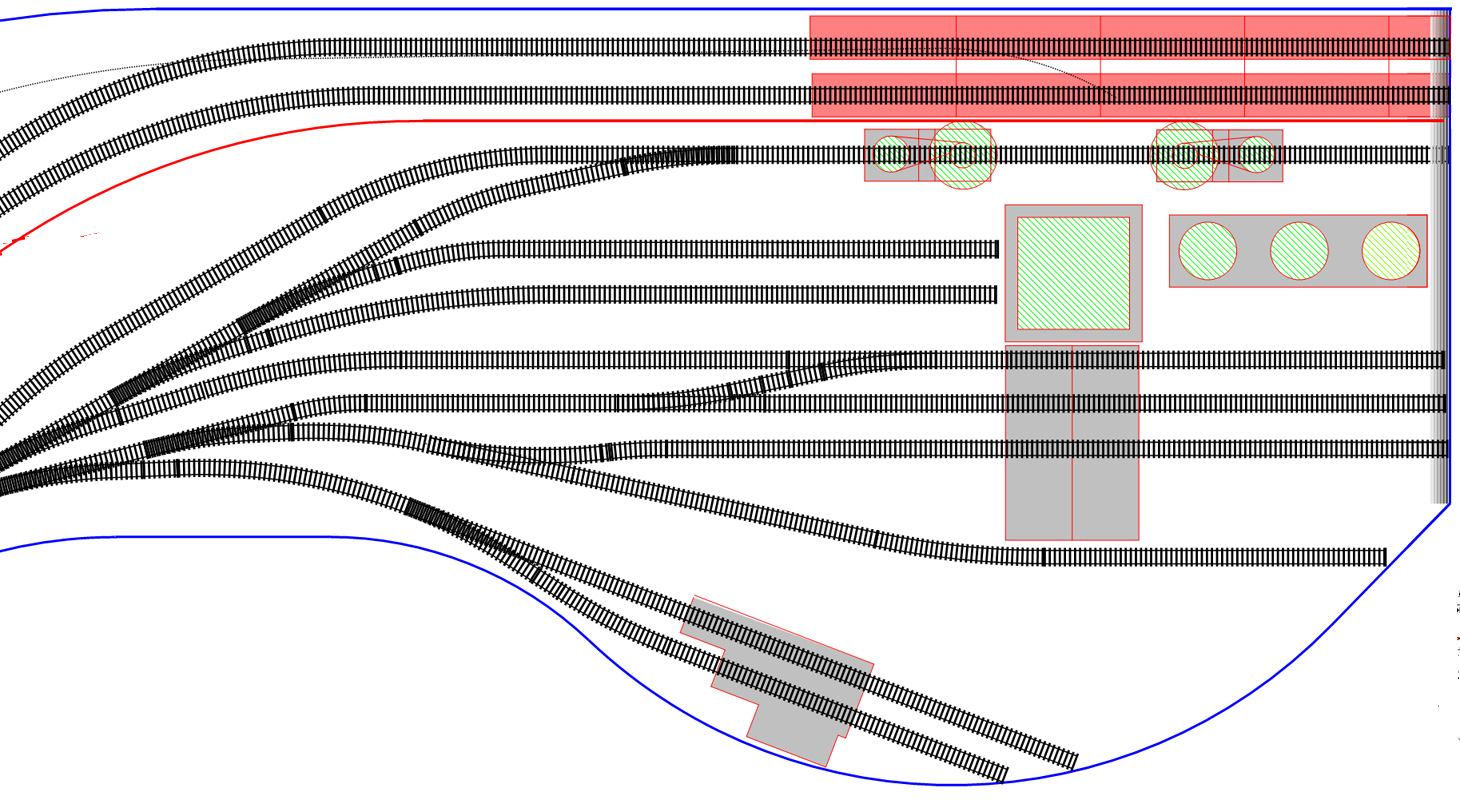
Im Modell orientiere ich mich weitgehend an der Situation in der Henrichshütte. Je eine Kombination aus Staubsack und Wirbler steht rechts und links neben dem Hochofen, dabei
etwas nach hinten versetzt. Ein Gleis führt darunter hindurch und kann für den Abtransport des Gichtstaubs verwendet werden.
|